
Evan Butcher, Principal Engineer at PanOptimization
WHEN “REAL PARTS” BREAK LEGACY TOOLS
During a product development lifecycle, most metal additive manufacturing (AM) teams already know they need simulation; a software that accurately calculates distortion, residual stress, interlayer temperatures, and flags possible metal AM build failure modes. The question is whether they can apply simulation to production parts on large format systems—the real parts that drive profit—rather than being stuck at the smaller-scale research and prototyping phase.
Several commercial software packages exist for simulating the AM process, but “real parts” expose the painful limits of traditional approaches. The industry is moving toward larger, more complex geometries, and many legacy tools simply weren’t designed for this reality. They crash when models get too large, or they only run if you simplify the geometry so aggressively that you’re no longer simulating the part you intend to print. Even then, acceptable accuracy is often impossible to achieve, and simulation times extend beyond anything usable on a real engineering schedule.
The outcome is predictable. Teams fall back on trial-and-error prints. And that is not a technical inconvenience, it’s a strategic constraint. If your most demanding production parts can’t be simulated accurately and quickly enough to inform decisions before the machine queue is delayed for weeks, then the “digital thread” remains an aspiration.
WHAT “TOO LARGE, TOO COMPLEX” REALLY MEANS IN 2026
“Too large” isn’t just a bigger bounding box. The real problem is the combination of small features and large part envelopes. Companies want to print 0.2 mm-class features inside 1000 mm³-class build envelopes, often on large multi-laser systems.
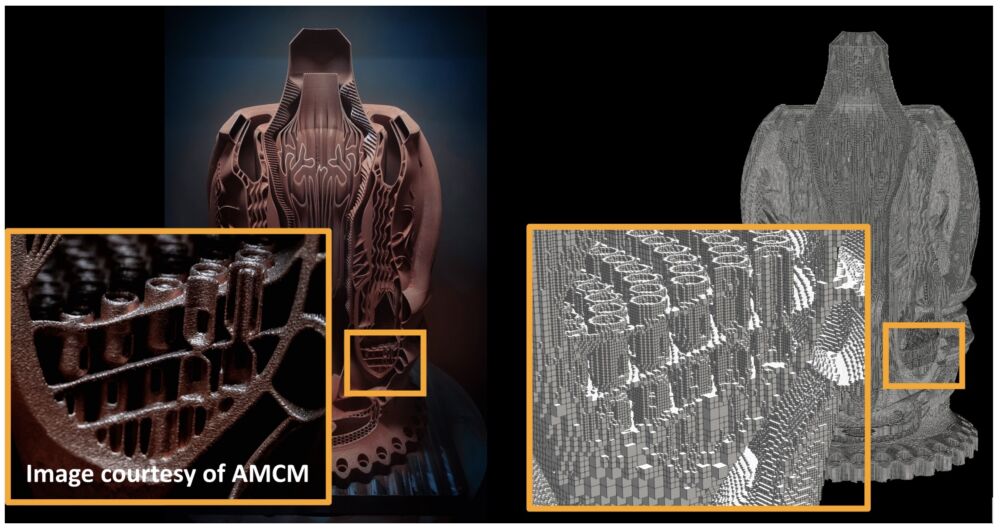
This is precisely the regime where simulation matters most. On today’s large-format multi-laser production systems such as a 4-laser AMCM M 4K (450 × 450 × 1000 mm), the cost of a failed print is unacceptable. That reality forces a new requirement, modeling tools must resolve fine geometric details and account for the entire build volume, so engineers can improve outcomes through virtual iteration rather than slow and expensive experimental trial-and-error.

WHY FIRST-GENERATION TOOLS HIT A SCALABILITY CEILING
Many legacy tools are merely suited to assess multiple similar design variations and their relative changes in distortion or interlayer temperature. Those assessments are considered low-fidelity analyses. Tools limited to this purpose were architected in ways that fail to address modern production scale and accuracy requirements. Finite element analysis (FEA) requires small elements to capture small features. Fill a large volume with small elements, and you very quickly create an enormous FEA model that requires significantly more computing resources to simulate. That’s not a flaw of FEA; it’s the cost of fidelity.
The issue is that many legacy solvers have a common practical ceiling of roughly ~5 million elements / ~10 million nodes, which forces engineers to defeature or homogenize large models—neglecting fine detail by using larger elements and approximate material behaviour—just to make the simulation solvable.
That lack of scalability has consequences that matter in production:
- Most complex parts can’t be meshed or solved at all.
- Parts that can be solved take days or weeks; not usable on a production schedule.
- Defeatured models can’t accurately predict results for the fine details, since they are not captured in the FEA model.
This is why many organizations quietly stop simulating their hardest parts, or never adopt simulation in the first place. The tools don’t fail because simulation has no value, they fail because the tools don’t accurately scale to the current era of additive.
THE PANX TECHNOLOGY STACK
PanX takes a different approach, as it was designed for the “too large, too complex” regime from the outset. Technologies such as Periodic Adaptivity and Multi-Grid Modeling enable meshing and simulation of FEA models that are 100–1000× larger than traditional approaches can handle, meaning hundreds of millions, and even billions, of elements become feasible while running on an engineering workstation.
That scale is not a hype metric. It enables outcomes that matter, including:
- Accuracy: High distortion and temperature prediction accuracy at mesh resolutions that fully capture thin features, while also handling the entire build volume and loose powder. Those high-accuracy predictions can also be used to optimize print outcomes.
- Scalability: Previously impossible parts can be simulated in hours. Parts that could be simulated in other solvers can run 100x faster.
In other words, PanX is built so that model fidelity remains high even as part scale and complexity move into the “large machine era.”
LPBF AT FULL PART SCALE
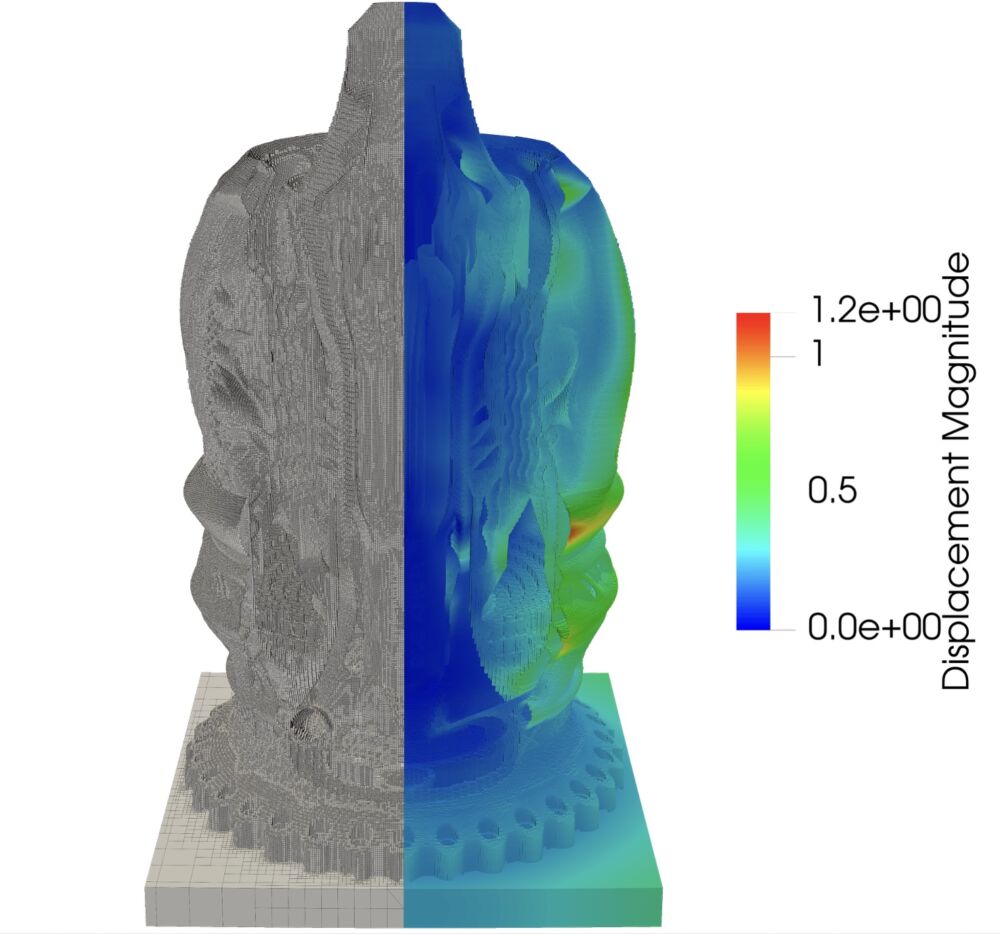
One of the hardest conflicts in LPBF simulation is simple. You must capture small features while still completing the simulation. PanX addresses this conflict by concentrating resolution where it matters while keeping solve time practical.
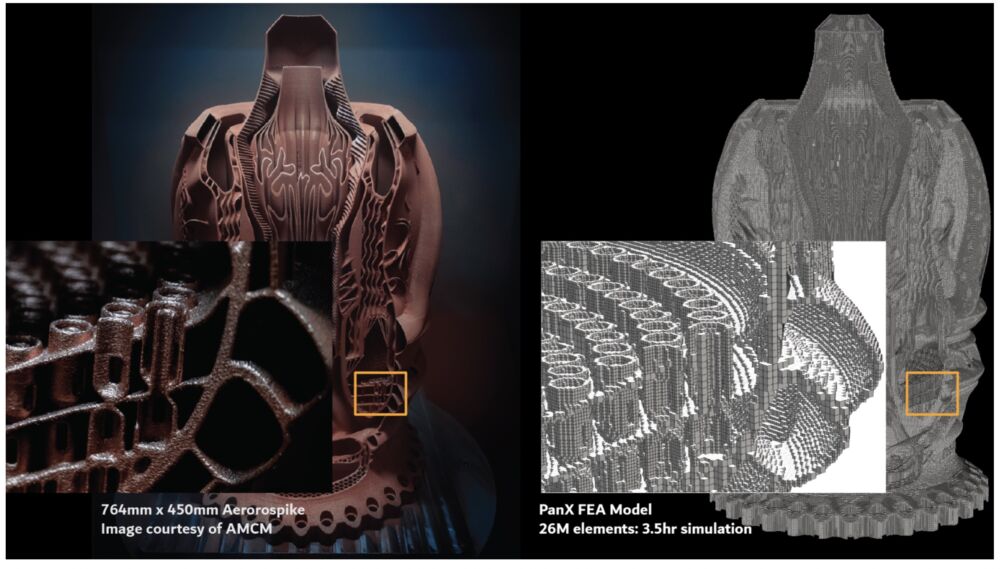
In the aerospike example, the full part with powder was simulated in 3.5 hours, a case that would not be possible to mesh, let alone solve, in another solver at comparable mesh resolution. The mesh contained 26 million elements / 57 million nodes. Traditional FEA tools typically need to stay under ~5 million elements, which forces simplification that significantly compromises accuracy. The simulation was performed on an Intel Xeon 60-core CPU using 120 GB of RAM, a workstation-class desktop with practical specifications. Many PanX simulations can also run on an engineering laptop with 32–64 GB RAM.
PanX is positioned for the “large machine era”—1000 mm³-class machines and beyond, including platforms such as AMCM M 8K (800 × 800 × 1200+ mm) and AMCM M 4K (450 × 450 × 1000 mm).
POWDER AND THE BUILD PLATE ARE CRITICAL TO CONSIDER
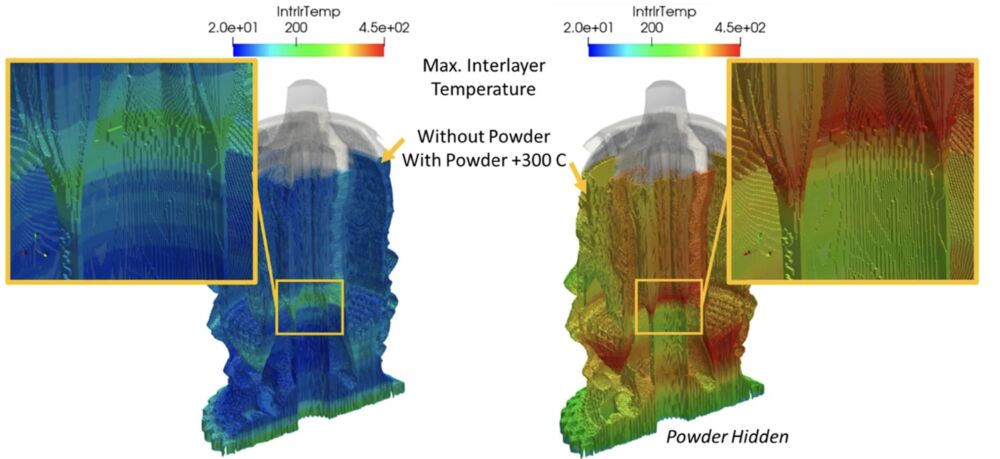
Especially for large builds, simplified heat-loss boundary conditions are a detrimental assumption. PanX includes loose powder in the simulation and explicitly models the build plate, enabling realistic heat transfer and thermal history calculations. Traditional modeling approaches would not be able to mesh the loose powder volume at this scale because the computational cost would be prohibitive.
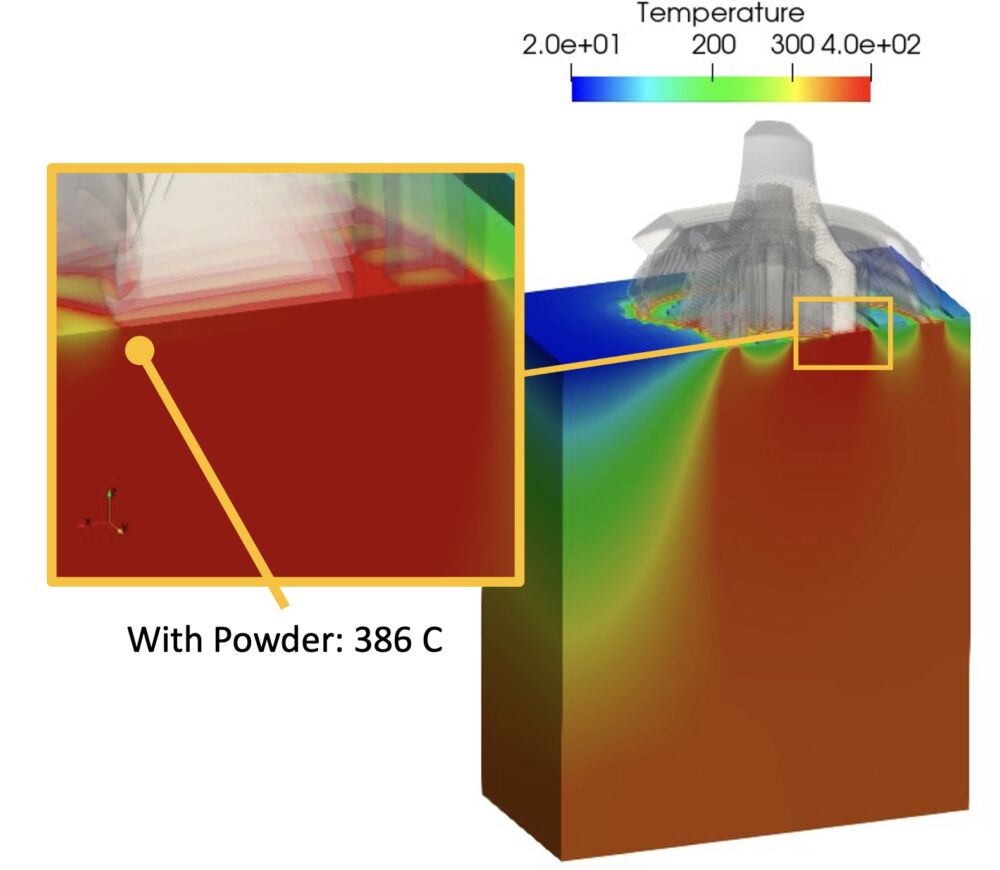
A fact many teams learn the hard way (especially on large builds) is that powder is hot, and it does matter. Ignoring powder often means you’re simulating a different process than the one you actually run. Modeling of loose powder is critical for accurate temperature and distortion calculations.
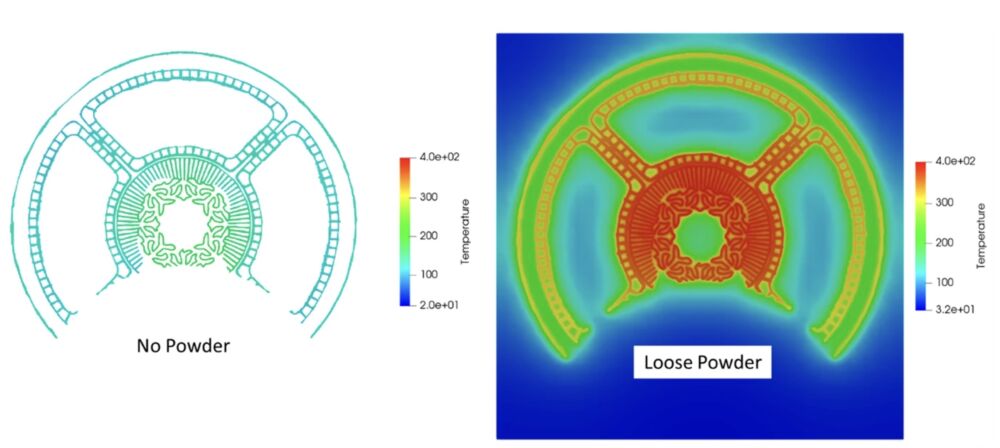
In addition to modeling loose powder, it’s also critical to model the entire build plate and all the parts included on it. The build plate isn’t just a heat sink; it also impacts both distortion and residual stress.

In cases where the build plate deflects during the print and/or after bolt removal, it must be included in the simulation to get correct results.
SIMULATION IS ONLY VALUABLE IF IT COMPLETES IN TIME
The uncomfortable truth is that simulation only creates value when it does two things at once: it delivers results you can trust, and it delivers them early enough that you can still change the outcome.
If the model requires heavy “tuning” to match reality, teams won’t be able to rely on the results for every build they run. If the simulation takes so long that the build is already underway (or the machine is already booked), it can’t prevent failure, it can only explain it.
PanX provides reliable, accurate insights in sufficient time before a build is started.
WHAT TO DO IF YOUR HARDEST PARTS ARE OFF THE TABLE FOR SIMULATION
If your hardest parts are “off the table” for simulation because the solver you’re using can’t scale, your toolchain is silently deciding your strategy. The most ambitious metal AM work is not getting smaller or simpler. It’s getting larger and more complex. Simulation is becoming more mission critical than ever to identify issues prior to the first build.
Therefore, here’s the practical call to action. Come to us with the parts your current tools can’t handle and experience production-grade simulation with PanX.
A WAKE-UP CALL FOR SMALLER PARTS PRODUCERS
And one final point, because it matters.
PanX isn’t only for “too large, too complex” parts. Those parts make the limitations of legacy tools obvious, but the same core advantages that let PanX scale (speed, accuracy, and practical workflows) also make it highly relevant for job shops and small- to medium-sized enterprises (SMEs).
When simulation is fast enough to run before committing machine time, accurate enough to trust without heavy calibration, and simple enough for daily use, it stops being niche expertise and becomes an operational edge—reducing trial and error, maximizing machine utilization, improving delivery timelines, and helping smaller teams compete for higher-value work.






