There are many factors that make specifying an adhesive complex, one of which is rheology — the material’s flow behaviour. Here Matthew Baseley, Technical Sales Executive at adhesives specialist Intertronics, gives an overview of what manufacturers and design engineers need to know about the rheology of adhesives.
In choosing an adhesive, coating or sealant, you will understandably focus first on performance — does the material adhere and do its job through the lifetime of the assembly. You may also consider mandatory regulatory specifications, like flame retardancy, or ISO 10993 biocompatibility for medical device manufacture. Often a later consideration is processability, but this can be just as important a selection factor.
One component of processability is the material rheology. Rheology is the study of how materials flow and deform under applied forces or stresses. In relation to adhesive applications in technology manufacturing, the two most important components of rheology are viscosity and thixotropy. These factors impact how an adhesive can be decanted, mixed and prepared, applied or dispensed, and how it subsequently settles and flows. Understanding this will be very valuable as you establish an accurate, repeatable bonding process.
In practice, manufacturers do not generally need to become experts in adhesive science. Working with a reliable adhesives partner can help strike the balance between the technical and process considerations, with the partner advising on tried and tested techniques to build a successful process.
Viscosity
Colloquially referred to as a liquid’s ’thickness’, viscosity is a measure of a fluid’s resistance to flow. Liquids can be low viscosity — free flowing like water, or high viscosity — thick like toothpaste.
The units of measurement used to describe viscosity are the millipascal-second (mPa·s), and centipoise (cP), which is numerically equivalent to mPa·s. Adhesives are available from single-digit centipoise figures, including watery-like cyanoacrylate adhesives, all the way up to thick silicone sealants with viscosities in the hundreds of thousands of mPa·s. For reference, the viscosity of water at 20°C is almost exactly 1 mPa·s, castor oil is around 1,000 mPa·s, treacle is around 20,000 mPa·s, and peanut butter approximately 250,000 mPa·s. Because viscosity means that different fluids will flow at different rates under the same pressure, it is highly relevant to building an adhesives process. The higher the viscosity of a fluid, the harder you have to push it to move it. You want to be able to accurately control the liquid flow, apply it where you want it, and make sure it stays there — viscosity affects all these things.
Thixotropy
An interesting phenomenon, thixotropy means a material exhibits a reversible change in viscosity or flow behaviour under applied stress. Mayonnaise is a good example of this; you can feel it thinning as you stir with your knife in the jar. In contrast, peanut butter is not very thixotropic.
Certain (not all) high viscosity adhesives are thixotropic and become less viscous when subjected to an applied stress — many of our higher viscosity adhesives exhibit this property. It makes them much easier to dispense. A material with high viscosity that is not thixotropic can be difficult to process; back to the mayonnaise/peanut butter example.

Rheology in practice
The rheology of your chosen adhesive is one of the important factors to consider when building an adhesives process. In some cases, the application will demand a certain rheology — a high viscosity material will be useful for a vertical application, to offer non-drip or non-sagging properties, or in applications where the material needs to stay in place during application and curing. Single part RTV silicones which are used to make FIP gaskets are high viscosity so that they retain the dispensed bead shape, and don’t slump.
A low viscosity material, on the other hand, might be useful for applications where you want the adhesive to wick into or around an assembly, such as bonding a fibre optic cable into ferrule, or bonding an injection needle into a hub. Many adhesives which are application specific, like gasketing materials, or catheter or needle bonders, have appropriate rheology built in to make application relatively straightforward. In other cases, a functional requirement of the adhesive will result in a formulation which is complicated to process – for example, to get an adhesive which is very thermally conductive, it will be heavily loaded with fillers, resulting in a very high viscosity material and an application challenge. In extreme cases, the adhesive will be too viscous to wet out on the surface unaided, in which case the application methodology will have to include some form of spreading.
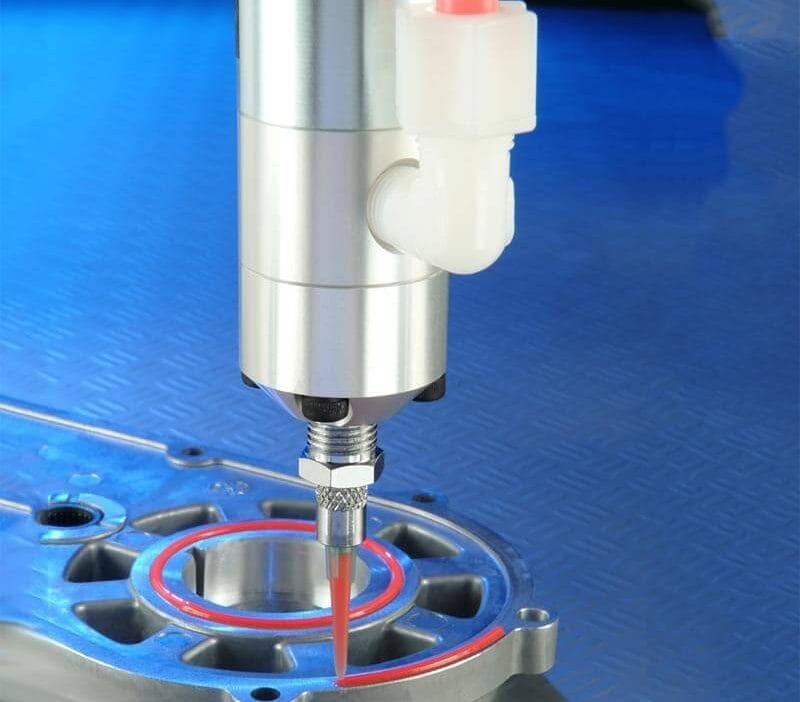
Rheology will be one factory informing your choice of dispensing equipment. A low viscosity material may require a positive shut off mechanism to prevent it dripping, for example. A material that is very highly viscous or has poor thixotropic properties will be difficult to process, be that decanting, mixing, dispensing or other aspects of the material application. A highly viscous material will be difficult to dispense from a reservoir with pure air pressure, meaning you will require a more expensive option like some form of pump.
The viscosity of some adhesives changes significantly with temperature, so if you have very tight tolerances on the volume of application, you may need to consider some form of positive displacement application equipment. In most cases, the adhesives partner can use their experience to advise on an approach that works for the chosen adhesive. They will know how to handle those highly filled thermally conductive pastes or know how to work with RTV silicones which refuse to travel down feed tubes.
In rare cases, a material is almost impossible to apply in an efficient, automated way, and you may end up with a manual process. Contacting an adhesives specialist early, before the material choice is locked in, can help you avoid problems like this later down the line.
If you’re looking for an adhesives partner to help build a reliable, repeatable process, get in touch with Intertronics on 01865 842842, or visit the website.