The Occupational Safety and Health Administration (OSHA) has reported more than 500 explosions in US grain handling facilities in the last 35 years, causing 180 deaths and 675 injuries. Accumulated combustible dust was the issue in many of these cases, so robust extraction and sieving design may be essential to reduce airborne particles, for cleaner and safer environments, and to reduce the risk of combustion. Here, Stephen Harding, managing director of Gough Engineering, explains how to apply extraction processes for optimal product quality, safety and efficiency.

Industrial sieving involves the use of vibrating sieves to separate particles of different sizes through agitation. The process is relied-upon to separate materials and remove impurities in various industries such as chemical plants, food production and plastic manufacturing. However, while impurity removal and product quality improvements are essential, these processes can generate dust and airborne particles that may pose health and safety risks. Dust plumes can be carcinogenic and potentially explosive, which is why regulations like the ATEX zone definitions ratings are in place to prevent fire hazards.
Extraction systems, too, play a crucial role in mitigating these risks by effectively capturing and removing dust and airborne particles, safeguarding worker health, and reducing cleaning.
Incorporating extraction offers numerous benefits, including dust reduction, improved cleanliness, increased productivity and enhanced safety. Vibratory sieves are easily adapted with integrated extraction with the Gough Engineering designs capture and remove unwanted particles.
Alternatively, an extractor hood in a food processing plant can capture airborne contaminants and direct them through a fan and ductwork system for removal and purification. But hoods alone may lack the necessary extraction for effective dust removal and may, over time, result in higher cleaning costs.
The review of an extraction process involves several key steps such as particle size analysis, understanding material behaviour, and optimising separation processes. Let’s examine them, here.
Maintenance and throughput
Factors like product material granulometry, uniformity, mesh aperture size and extraction strength volume all impact the efficiency of extraction for using industrial sieves and separator design. It is also essential to properly maintain the sieve, so the customer can achieve its desired product sieving/separation and required throughput — for instance, a chemical manufacturer may wish to yield one ton of product per batch but is only getting 250 kilograms (kg) per hour due to fine particles pegging the mesh which could be extracted.
Companies must also consider potential spark sources and ensure safe operations using their own internal health and safety procedures and guidelines — including their definition of ATEX zones. Customers may rely upon Gough’s extensive experience over the years in supplying capital equipment solutions, to appreciate a fit for purpose extraction system.
Specific industries benefit significantly from extraction processes using Gough Engineering’s solutions. For instance, PQ Corp in the chemicals industry uses a batch sieve with an integrated extraction system for quality screening of silica powder. Food manufacturers Cooke Trading and Charlie Bigham’s rely on vibratory sieves with integrated extraction to achieve consistent particle sizes in their baking ingredients and minimising dust in the kitchen environment.
Gough Engineering continually enhances its own industrial vibratory sieves and other products by testing materials with various screen apertures to ensure effective particle separation. This involves applying expertise in particle distribution analysis and selecting suitable mesh sizes for optimal performance. Gough Engineering also offers on-site testing facilities and prioritises maintaining customer relationships built on delivering the right solution by use of trials hire and test equipment.
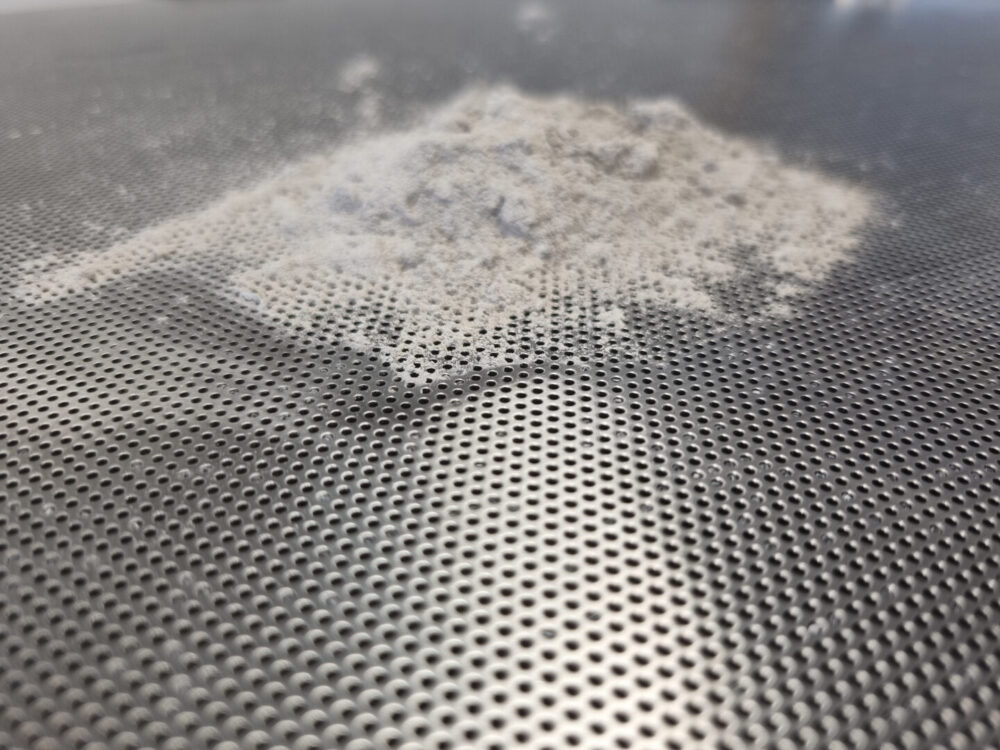
For instance, our lab conducted a screening process using a Gough Vibrecon® GVC3/1 machine with a single deck and perforated plate (6mm holes) on a mixture of ash and zinc from a galvanising firm in Cardiff. The company’s aim was to remove the finer zinc particles from the ash to enhance furnace efficiency. The screening process, with a feed material quantity of 21.6 kg, took one minute and 16 seconds. The results revealed a two fraction split: 6.4 kg of oversize particles (28 per cent of total weight) and 15.2 kg of undersize (fine) particles (72 per cent of total weight).
Put simply, the screening process exhibited effective separation with minimal pegging or blocking in the deck holes, indicating successful particle movement. The client was highly satisfied with these findings, which led to an order for a new machine. This example showcases the Gough Vibrecon® machine’s effectiveness in separating quantities based on particle size, offering improved process efficiency and overall productivity in various industrial applications.
Extraction and vibratory sieves are indispensable in industrial processes, ensuring product quality, safety, and efficiency. Gough Engineering’s expertise in designing tailored extraction systems addresses diverse industry needs, improving efficiency, product quality, and safety. By deploying leveraging extraction and vibratory sieves, companies can optimize their processes, achieve consistent product quality, ensuring a clean and safer working environment.
To learn more about how Gough Engineering’s material processing and handling solutions can support extraction processes, visit its website.